目前正在推广的影像监控和成像设备为我们提供了无可替代的安全性和舒适性……
表面或两个凹(凸)表面组成。可分为平凸柱面透镜、凹柱面透镜、双凸柱面透镜、双凹柱面透镜、凸凹柱面透镜。形状如下图:<br />
<img src=")
柱面透镜是两个光学面的组合,两个光学面的相对位置决定了
柱面透镜。那么如何保证两个光学面相对位置的合理性是柱面镜加工过程中的重点和难点。两个光学表面之间的理想关系是什么?这是一个平面凸透镜的三个视图的例子。
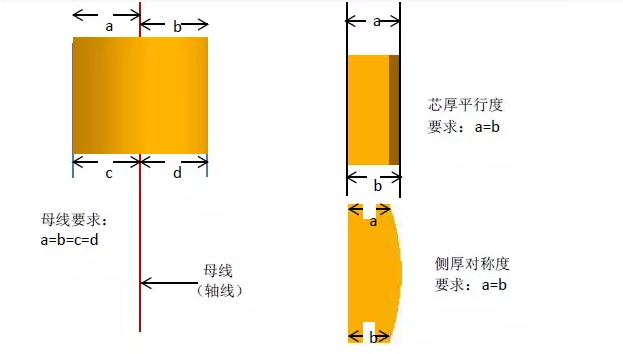
所以在柱面镜加工过程中,如果两个光学面的相对位置异常,常见的不良项目有以下几种:(以平凸柱面镜为例)
一。巴士坏
A:总线偏移:圆柱光学表面偏移圆柱轴与平面中心相对。图片如下:
原因及对策:
1.夹具设计或机器有缺陷,贴合面和中心线不好。您需要从灯具开始。
2.镜头贴不到位,需要贴上工法才能开始改善。
3.产品在加工过程中移动。需要粘合剂的附着力和加工时间镜片力负荷开始提高。
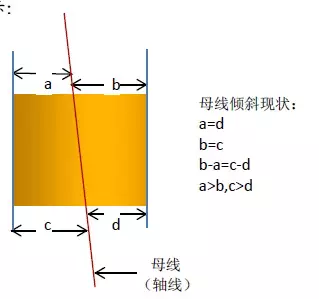
B:总线倾斜:圆柱体表面相对于平面倾斜一定角度。总线不平行于附加基准。图片如下:
原因及对策:
1、夹具设计或机器有缺陷,镜片表面贴在中轴轴线上,通道故障不好。您需要从灯具开始。
2.镜头贴不到位,需要贴上工法才能开始改善。
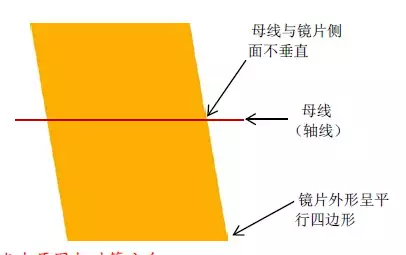
二。公交车与线路垂直
原因及对策:
1、夹具设计或机器有缺陷,两个基准不直。您需要从灯具开始。
2.镜头贴不到位,需要贴上工法才能开始改善。
3、切割机不准,主轴与桌面角度不对。有必要提高加工精度。按照中所述,柱面透镜总线位置对光学性能起着重要作用,那么总线除了在加工过程中的保证外,在测试环节也很重要。这是一种检测柱面透镜的新方法:
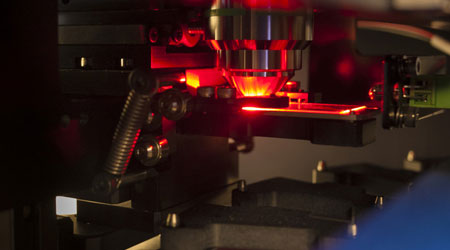
点式激光反射探测器
原则:
使用激光发生器通过一个特殊的透镜将被测柱面透镜,光源接收到光源后由柱面透镜变成柱面透镜,光源被反射回图像接收器,再次由CCD摄像头图像出现在显示设备上。最终判断由测试人员做出。
好处:
检测精度高:检测误差可控制在0.001mm。
检测效率高:技术人员每分钟可检测20PCS。
不影响外观:采用激光反射检测与产品表面无直接接触,对产品外观无影响。
柱面透镜加工新工艺
长期以来,国内柱面镜制造大多采用传统的加工方式。它逐渐无法满足客户的需求。我公司根据多年的镜片加工经验,并学习国外先进的加工技术,开发出一套先进的柱面镜片加工新方法。该方法改变了传统的单片机加工方式进行制版加工,大大提高了加工效率,并可降低加工成本。加工质量的稳定性也显着提高。




 中文
中文  EN
EN
 de
de  es
es  fr
fr 


 Call us on:
Call us on:  Email us:
Email us:  南京市雨花区青年路1号联东u谷雨花国际智慧谷 9B-4F
南京市雨花区青年路1号联东u谷雨花国际智慧谷 9B-4F 